在自动化冲压或装配产线上,工程师们最不愿意听到的声音,莫过于设备运转中突发的沉闷卡阻声。材料变形、步距跑偏、甚至模具受损,这些看似是机械结构的偶发性故障,追根溯源,往往都指向了控制中枢的节拍混乱。
当产线速度从每分钟50次提升到200次时,传统的机械凸轮已经很难满足精度的苛刻要求。这也是为什么在如今的柔性制造环境中,深度解析并合理配置送料控制器,成为了电气工程师和产线负责人的必修课。
为什么你的送料精度总是存在毫厘之差?
很多技术人员在调试设备时会陷入一个误区:只要伺服电机功率足够大,机械传动没有旷量,材料就能精准送达。但实际上,从PLC发出指令到电机执行动作,这中间的信号延迟和电磁干扰,才是“吃”掉精度的隐形黑洞。
送料动作本质上是一个高频次、极短时间内的启停过程。在这个过程中,设备不仅要克服材料的惯性,还要与主机的冲压或剪切动作保持绝对的同步。一旦控制算法缺乏前瞻性或补偿机制,累积误差就会在连续数十次的送料后爆发。
剖析核心逻辑:闭环反馈与算法补偿
优秀的控制系统从来不是“单向发号施令”,而是具备感知与纠错能力。
1. 传感器信号的高速捕捉与处理
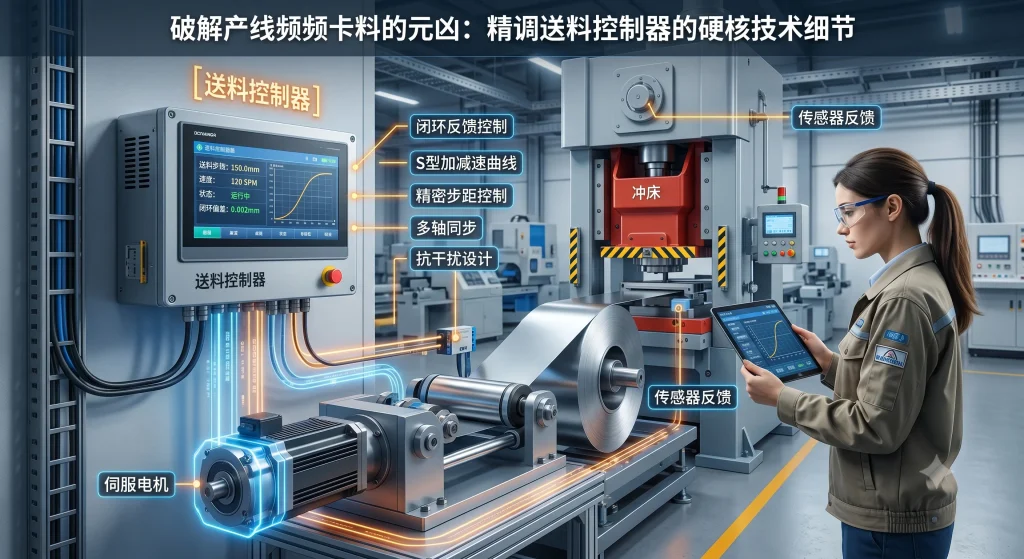
在现代工业自动化中,送料控制器往往需要与光电开关或高精度激光传感器紧密配合。当材料通过特定的检测位时,传感器将位置信号实时反馈给控制面板。此时,控制器的核心处理器必须具备极高的响应频率(通常在微秒级别),瞬间计算出实际步距与设定值的偏差,并在下一个脉冲周期内完成参数修正。
2. 加减速曲线的柔性规划
粗暴的启停是造成材料打滑或拉伸变形的罪魁祸首。主流的控制逻辑中,S型加减速曲线被广泛应用。它要求控制器能够根据材料的厚度、摩擦系数以及设定的送线速度,自动平滑脉冲输出。这不仅保护了伺服系统,更能确保材料在送达目标位置时实现“零震荡”的完美急停。
工程师避坑指南:选型与布线的实战考量
无论是改造老旧设备还是搭建全新的非标产线,选型不仅要看参数表上的极限数值,更要考量其在复杂车间环境下的生存能力。
接口定义与PLC的握手协议
设备的兼容性直接决定了联调周期的长短。在评估一款硬件时,需重点关注其I/O端口的隔离设计。现场的继电器开合或变频器运行会产生强烈的干扰,光耦隔离电路是确保外部起停、放松、急停信号能够纯净输入控制器的物理屏障。同时,支持Modbus或以太网通讯的设备,能极大简化上位机的监控与数据抓取工作。
外部环境对硬件性能的隐性衰减
温漂和粉尘是电气元件的天然宿敌。高频振动环境下的接线端子松动,会导致脉冲丢失或错乱。因此,在评估技术方案时,外壳的防护等级(IP标准)、接线排的防松脱设计以及内部散热风道的走向,这些往往不被写进核心卖点的细节,恰恰是决定产线能稳定运行多少个日夜的关键。
突破产能瓶颈的下一步
生产节拍的每一次压缩,都建立在每一个电气元件的严丝合缝之上。从开环的盲目输送到闭环的智能修正,核心控制大脑的迭代,直接影响着整条产线的良品率与经济效益。不同材质的卷料、不同吨位的冲床,对脉冲频率、抗干扰能力及补偿算法都有着截然不同的严苛要求。
与其在海量的参数对比中反复推演试错,不如看看那些已经在各类严苛工况中得到验证的成熟方案。前往浏览最新的自动化驱动与控制产品目录,寻找能与你当前产线无缝啮合的定制化选型参考。